A rebuilt alternator is a used alternator core that has been completely disassembled, inspected, restored with new wear parts (bearings, brushes, regulators, rectifiers, and often slip rings), reassembled, and load-tested against OEM electrical specifications. Done properly in a real remanufacturing line, the finished unit performs to the same amperage curve as a new alternator — at 40–60% of the price. The catch? Quality varies wildly between suppliers, and the difference comes down to which steps actually happen between core return and final pallet.
Rebuilt vs. Repaired vs. Remanufactured — The Terms Actually Matter
Buyers throw these words around like they’re interchangeable. They’re not, and the distinction shows up in failure rates.
Repaired means a specific fault was addressed — say, a burnt-out regulator was swapped — and the rest of the unit was left alone. Rebuilt typically means the unit was opened, worn parts replaced, and reassembled, but without a standardized line process. Remanufactured means the alternator was returned to original specification through a documented, repeatable process: 100% teardown, mandatory replacement of defined wear items, dimensional inspection, and end-of-line load testing.
In professional sourcing, “rebuilt” and “remanufactured” are often used interchangeably in catalogs — but when you audit a supplier, ask which definition they actually operate under. A distributor importing 500 units a month doesn’t want a mix of partial repairs masquerading as reman stock.
Step 1: Core Sorting and Initial Inspection
Everything starts with the core — the used alternator returned from the field. Not every core is rebuildable, and a serious remanufacturer rejects 15–25% of incoming cores before they ever hit the line.
Inspectors check for cracked housings, stripped mounting ears, melted stator windings (a sign of severe overheating), and missing pulleys or fans. Cores with damaged rotor laminations or scorched stator iron are scrapped — no amount of rebuilding fixes a baked magnetic core. Acceptable cores get tagged by part number, application, and amperage rating, then routed to the correct teardown station.
For instance, a fleet maintenance buyer returning 200 mixed cores from a delivery van program might see 30–40 of them scrapped at this stage. That sorting discipline is what keeps the finished batch reliable.
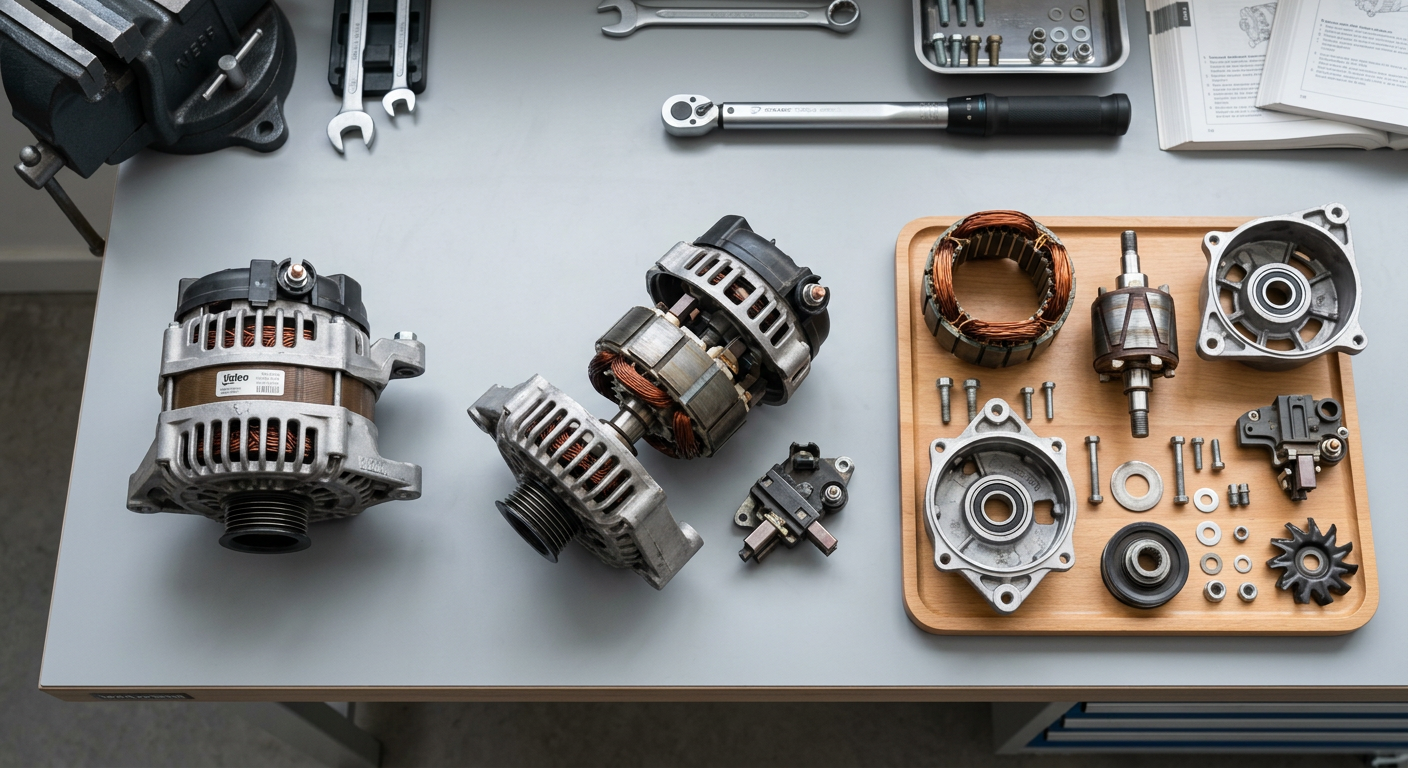
Step 2: Full Teardown to the Housing
This is where shortcuts kill quality. A proper teardown means the alternator goes back to bare front and rear housings — rotor out, stator out, rectifier off, regulator and brush holder removed, bearings pressed out.
Each component gets placed in a labeled bin tied to that unit’s traceability tag. Housings are cleaned in a hot aqueous wash or shot-blasted to remove road grime, oil residue, and oxidation. Stators and rotors are cleaned separately because their windings can’t tolerate aggressive abrasive media. Anyone who’s worked on a returned warranty unit can spot a “rebuilt” alternator that was simply wiped down on the outside — the internal grime is a giveaway.
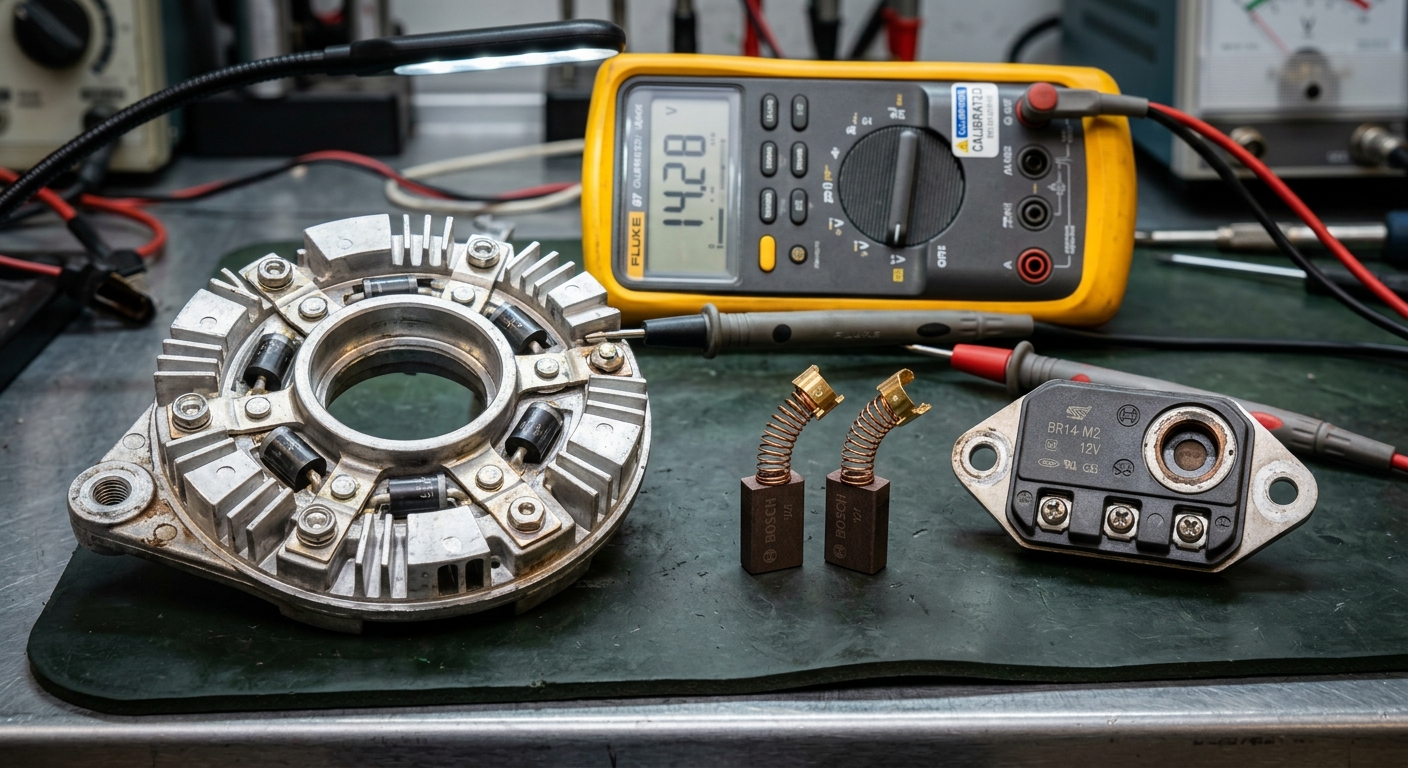
Step 3: Component-Level Testing and Replacement
This is where the “reman” label earns its premium. Every internal component is tested individually before the decision is made to reuse or replace.
- Rotor: Slip rings inspected for grooving and runout (typically replaced or machined if wear exceeds 0.2mm). Field coil resistance measured against spec — usually 2.5–6 ohms depending on model. Insulation resistance tested at 500V.
- Stator: Continuity check across all three phases, plus a high-pot test for insulation breakdown. A failed stator means the unit moves to scrap or gets a new stator installed.
- Rectifier (diode pack): Each diode checked for forward voltage and reverse leakage. Even one weak diode causes AC ripple that destroys batteries — automatic replacement if any phase fails.
- Voltage regulator: Almost always replaced with new. Regulators are inexpensive and field-failure prone.
- Bearings: Always replaced. Non-negotiable. Bearing failure is the #1 cause of alternator returns.
- Brushes: Always replaced new — they’re a wear item by definition.
The pulley and fan are inspected and reused if dimensionally sound, or replaced if worn or corroded. For a deeper diagnostic angle, see how to check if the alternator is bad — the same failure modes drive component-replacement decisions on the reman line.

Step 4: Reassembly with Torque and Alignment Control
Assembly isn’t just bolting things back together. Through-bolts get torqued to spec (typically 4–7 Nm depending on model) using calibrated torque drivers — over-torque cracks the housing, under-torque allows bearing migration.
The rotor is press-fitted into the bearing with controlled force, and bearing seats are checked for dimensional wear. If the housing bearing bore is oversized from a previous failure, the housing is either remachined and sleeved, or scrapped. Brushes are pre-seated against the slip ring before final close-up to ensure full contact area from minute one of operation.
A line worker assembling 80 units per shift on a fixed station setup will produce far more consistent results than a generalist mechanic doing one-off rebuilds — that consistency is what wholesale buyers are paying for.
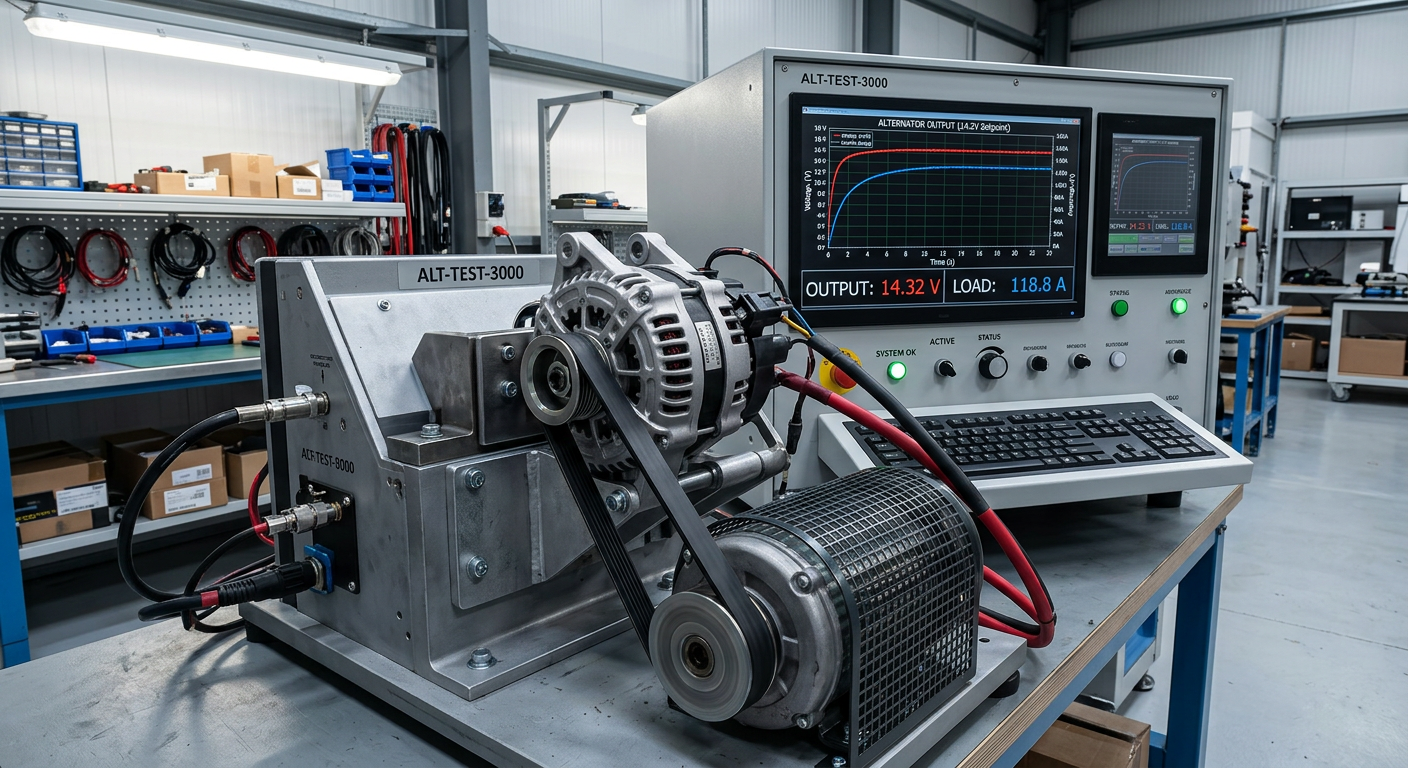
Step 5: End-of-Line Load Testing — The Real QC Step
This is the test that separates reman from repair. Every finished alternator goes onto a computerized test bench that spins it through its operating RPM range — typically 1,000 to 6,000 alternator RPM — while applying variable electrical loads.
The test checks:
- Output amperage at low RPM (idle simulation) — must hit minimum spec, e.g., 50A at 1,800 RPM for a 120A unit.
- Maximum output at high RPM — must reach rated amperage (within 5%).
- Voltage regulation — held at 14.2–14.7V under varying loads.
- AC ripple — should stay below 50mV; high ripple indicates rectifier issues.
- Noise and vibration — flagged manually by the operator.
- Heat soak — some lines run a 10–15 minute sustained load test to catch thermal failures.
A reman supplier that can show you test logs tied to serial numbers is operating at a different level than one that can’t. For wholesale buyers, that traceability is what makes warranty claims defensible — and it’s the same logic that applies when you buy rebuilt alternators for a service business.
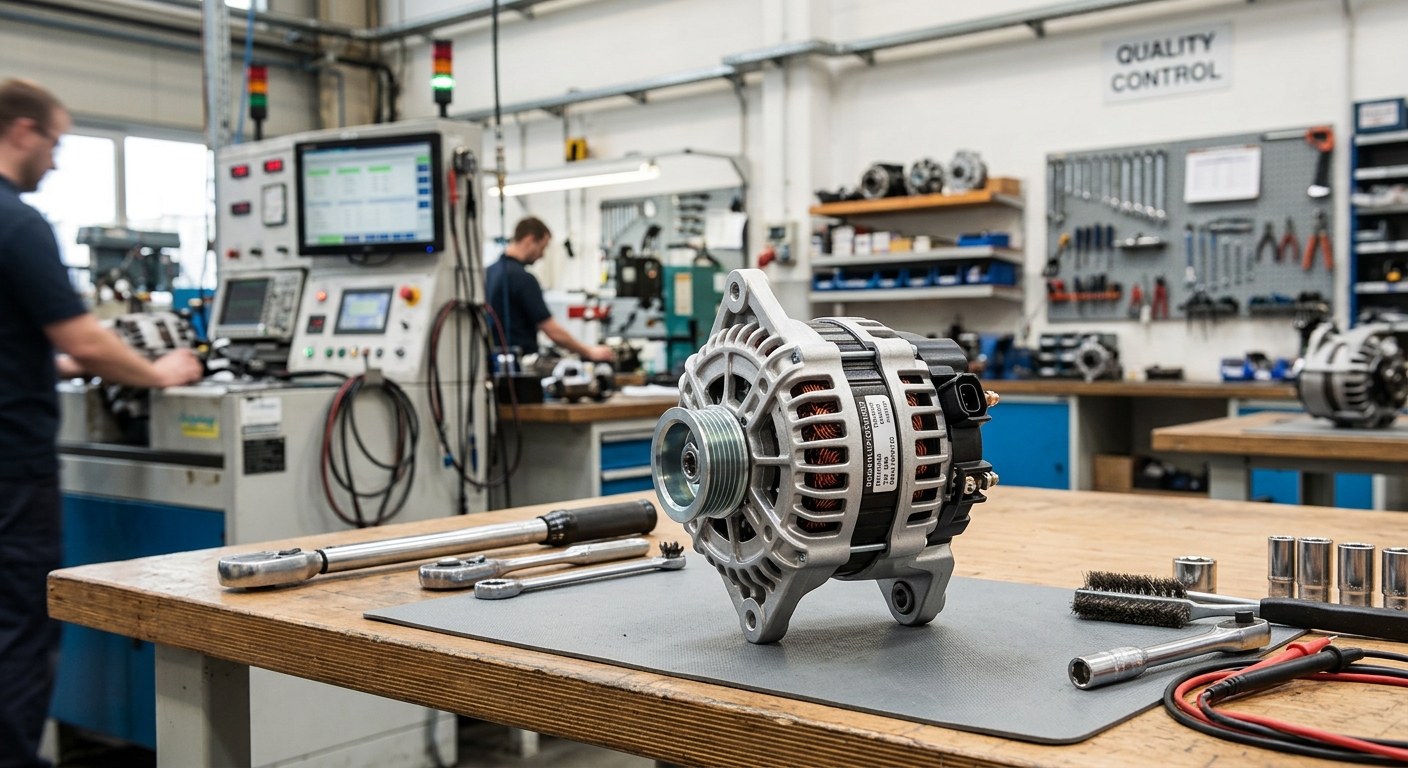
What Quality Control Looks Like Beyond the Test Bench
Bench testing catches electrical failures. It doesn’t catch everything. Mature remanufacturers add several layers on top:
Statistical Sampling
A percentage of each production batch (often 2–5%) is pulled for extended testing — sometimes a 4-hour endurance run, sometimes a thermal-cycling test in an oven chamber. If the sample fails, the batch is held.
Cosmetic and Packaging Inspection
Housings are painted or e-coated to resist corrosion. Pulleys are inspected for belt-groove wear. Final units are packed with desiccant and individually boxed. A scuffed pulley or rusty housing on arrival tells buyers the supplier’s QC stopped at the test bench.
Traceability
Every unit should carry a serial number tying it to the core source, line operator, test date, and test results. When a fleet buyer returns three failed units six months later, that data tells the supplier whether the issue is a bad batch of regulators, a specific operator’s error, or a misapplication.
Common Failure Modes the Process Is Designed to Prevent
Understanding what kills alternators in the field tells you why each reman step exists.
- Bearing failure (40–50% of returns): Prevented by always-new bearings and proper press-fit procedures.
- Regulator failure (15–20%): Prevented by new regulator installation as standard.
- Diode/rectifier failure (10–15%): Prevented by individual diode testing and AC ripple checks.
- Brush wear (5–10%): Prevented by new brushes and slip ring resurfacing.
- Stator winding failure (rare on reman): Prevented by stator testing at teardown.
If you’re seeing field failures in your warranty data that don’t match this distribution — say, a spike in stator failures — that’s a signal the supplier’s incoming inspection is letting marginal cores through. Knowing the failure pattern also helps service teams diagnose faster; the difference between starter and alternator diagnostics matters here, because misdiagnosis sends good alternators back as warranty claims.
Buying Rebuilt Alternators at Wholesale — What to Audit
If you’re sourcing reman alternators for resale or fleet supply, a factory tour or video audit should answer these questions before you place a serious PO:
- What percentage of cores are rejected at incoming inspection? (Healthy: 15–25%)
- Are all bearings, brushes, and regulators replaced as standard? (Should be yes, every unit.)
- What does the end-of-line test cover, and can you see sample test reports?
- What is the warranty period, and what is the actual field return rate? (Top suppliers: under 2%.)
- Is there serial-number traceability tying finished units back to test data?
- What’s the cosmetic finish — bare metal, paint, or e-coat? (E-coat is best for export.)
A B2B buyer importing into a humid climate, for example, should specifically push for e-coated housings — bare-metal reman alternators sitting in coastal warehouses will surface-rust within months, and customers will reject them on sight regardless of electrical performance.
Sourcing Rebuilt Alternators That Actually Perform
A properly remanufactured alternator is a sound technical and commercial choice — it costs roughly half of new, lasts comparably when built right, and reduces e-waste in your supply chain. The risk isn’t in the concept; it’s in the supplier. Skip the teardown, skip the load test, skip the traceability, and you’re selling a repaired unit at reman prices — and absorbing the warranty cost six months later.
At aohuiautoparts, we manufacture and supply rebuilt alternators, rebuilt starters, and remanufactured AC compressors for global aftermarket buyers, with the kind of process discipline described above. If you’re evaluating suppliers for a wholesale program, get in touch with our team to discuss your part numbers, volumes, and quality requirements — or browse our product range to see what’s available for your vehicle applications.